 В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
В настоящее время многие владельцы машин или те, у кого есть частный дом, сталкиваются с проблемой небольшого ремонта. В этом случае помогает сварочный полуавтомат — устройство для сварки различных видов сталей. С его помощью легко починить деталь машины, изготовить необходимую металлическую конструкцию. Скорость работы напрямую зависит от подающего механизма для полуавтомата. Его несложно изготовить самостоятельно.
Общие сведения
Сварочный полуавтомат — это прибор, предназначенный для соединения металлов методом электродуговой сварки. Отличие от классического сварочного аппарата в том, что вместо привычных вольфрамовых электродов применяется плавящаяся проволока. Она намотана на специальную бобину и по мере выполнения рабочего процесса автоматически разматывается.
Таким образом, происходит постоянная подача электрода в сварочную ванную. Саму сварку вручную проводит сварщик, который может регулировать скорость размотки катушки с проволокой.
Полуавтоматические устройства разделяются в зависимости от степени защиты сварочной зоны, а именно:
- Приборы, предназначенные для сварки с флюсом. В этом случае флюс входит как добавка в саму проволоку. Это достаточно дорогой способ и в самодельных устройствах используется редко.
- Аппараты, использующие газовую среду. Самый популярный и массовый способ среди сварщиков.
- Полуавтоматы, работающие со специальной порошковой проволокой. Этот вариант обычно используется совместно с газовой защитой.
Лучше всего полуавтомат раскрывает свои преимущества, когда нужно аккуратно, красиво и точно соединить стальные тонкие детали. Соединение будет надежным при самых разных марках стали, таких как легированные, низкоуглеродистые, нержавеющие.
Принцип работы
Самым распространенным видом сварочного прибора являются устройства, работающие в защитной газовой среде. Устройство сварочных полуавтоматов этого типа принципиально одинаково.
Основными узлами являются:
 Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.
Источник питания. Разные модели рассчитаны на разное напряжение. Оно может быть как однофазным, так и трехфазным. С помощью переключателя можно переходить с 380 вольт на привычные 220 вольт, что позволяет использовать агрегаты не только на производстве, но и в обычных бытовых условиях. Ток передаётся или через самодельный трансформатор, или через инвертор. Инвертор понижает напряжение и повышает силу тока.- Электродная горелка вместе с трубкой для подвода газа.
- Баллон с газом для защиты зоны плавления.
- Специальный механизм движения проволоки.
- Блок управления и настройки.
Подача проволоки бывает в основном двух типов: толкающего или тянущего. Иногда применяются оба способа одновременно.
В моделях с толкающим механизмом проволока для сварки движется внутри направляющей трубки, когда специальный узел толкает наружу. В случае если применяется тянущий тип, то узел подачи расположен в глубине горелки и вытаскивает на себя электродную проволоку с бобины.
Принцип работы полуавтоматической сварки предусматривает управление и регулирование важнейших параметров: величину напряжения, силу тока и скорость разматывания катушек. Регулирование может быть переменным, с плавным изменением значений или ступенчатым. Некоторые устройства самостоятельно выбирают скорость подачи проволоки в зависимости от установленных сварочных значений.
Порядок действий при работе с аппаратом:
- Кнопкой «Пуск» включается источник питания.
- Выпускается на горелку защитный газ и подается напряжение.
- Узел подачи разматывает катушку.
- Между проволокой и поверхностью металла возникает электрическая дуга, и проволока начинает плавиться.
- Газ защищает зону плавления.
- Происходит сваривание металлических частей.
Сборка устройства
 Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Если есть основные знания по базовым понятиям в электронике, при наличии некоторых инструментов и желания можно собрать сварочное полуавтоматическое устройство самостоятельно.
Для успешного проведения сварки важно, чтобы основные значения напряжения, силы тока и скорости движения электрода находились в оптимальном равновесии. Для этого нужен источник питания, имеющий стабильное вольт-амперное значение. Неизменяемое напряжение поддерживает постоянную длину дуги. Сварочный ток регулирует величину скорости движения проволоки и величину импульса, необходимого для розжига и поддержания ровного горения.
Конструирование трансформатора
Мощность трансформатора в сварочном устройстве зависит от величины сечения проволоки. Например, в стандартном варианте, при толщине проволоки до одного миллиметра, величина силы тока может составлять 160 ампер. Для получения такой величины необходим трансформатор с мощностью не менее трех киловатт. Сердечником трансформатора служит ферритовая металлическая конструкция кольцеобразной формы.
 Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
Сердечник должен иметь диаметр в 40 квадратных сантиметров. Первичная обмотка состоит из провода ПЭВ, у которого толщина около двух миллиметров. Провод вплотную наматывается на сердечник, и количество витков должно быть равно 220. Нужно следить за плотностью прилегания витков — свободного пространства не должно быть. После создания первого слоя создается еще один слой из бумажной или тканевой ленты, который закрепляется тесемкой.
На вторую часть наматывается вторичная обмотка. Для неё требуется медный провод с диаметром не менее 60 квадратных миллиметров. Наматывается 56 витков. Как и в первом случае, после этого создается второй защитный слой.
Полученный трансформатор с мощностью в три киловатта и силой тока до 200 ампер способен обеспечить правильную скорость движения гибкого электрода.
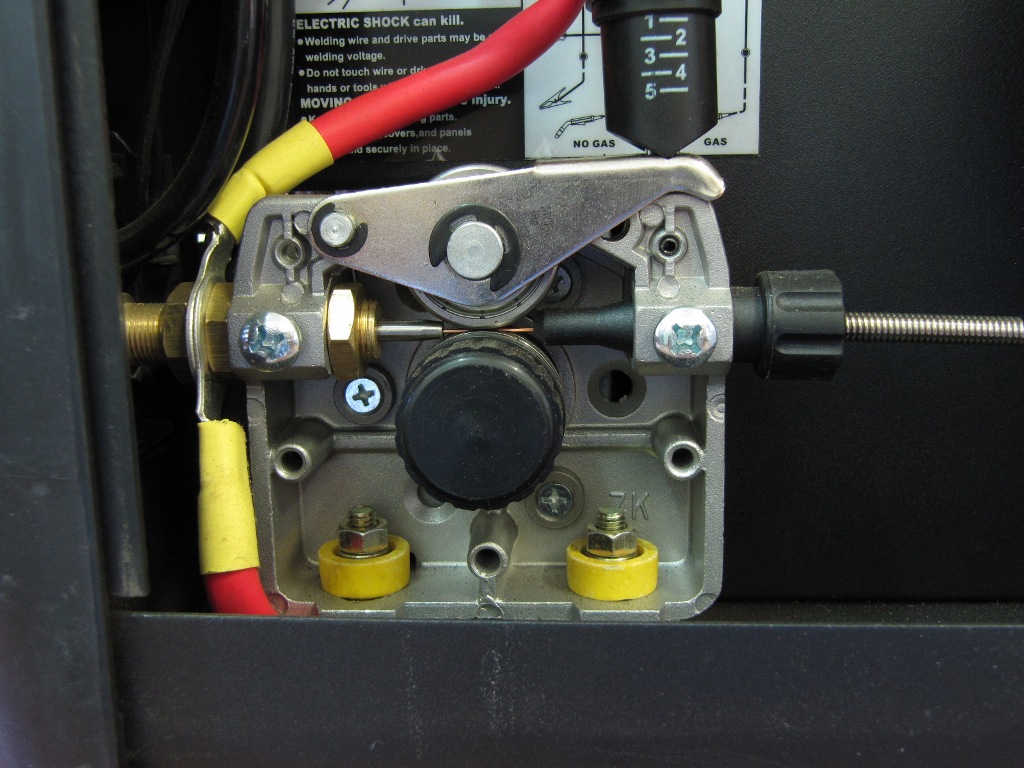
Механизм автоподачи
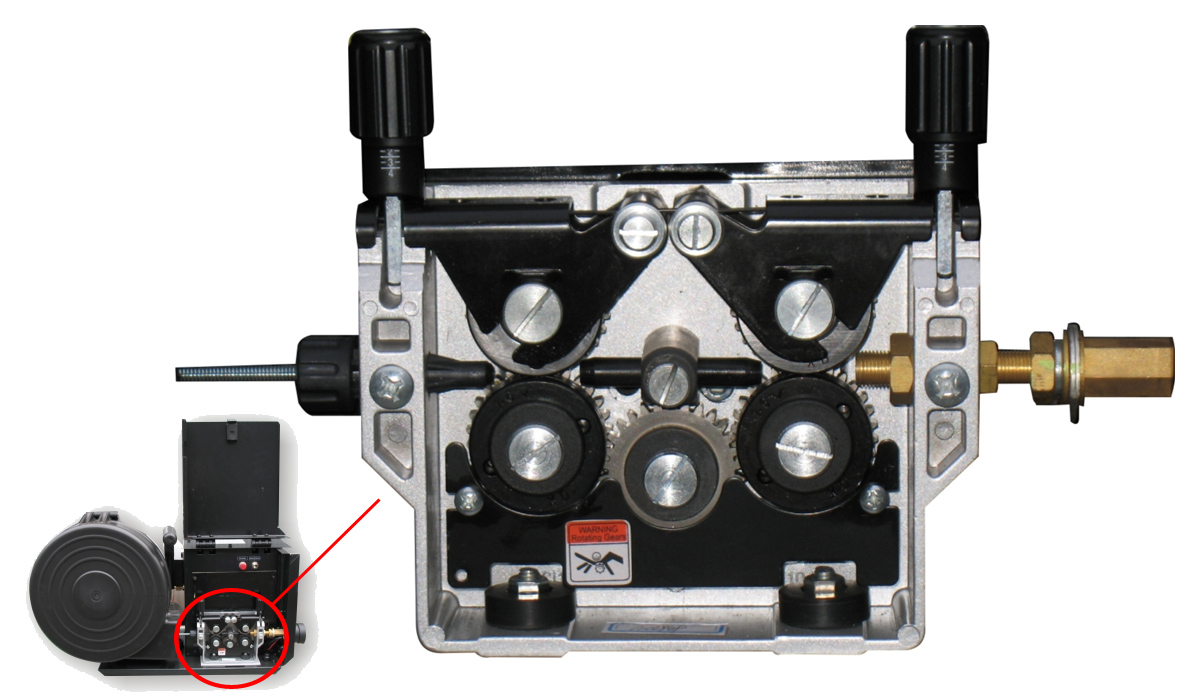
Проволокоподающий механизм, отвечающий за самостоятельную подачу электродной проволоки в ванную сварки, — один из самых ответственных узлов прибора. Механизм подачи проволоки для полуавтомата своими руками можно собрать из узла обычных дворников автомашины. Вполне подойдет стеклоочиститель от ГАЗ-69. Сварочная горелка соединена с протяжкой для полуавтомата. Своими руками чертежи делать уже не надо, они есть в свободном доступе:
Схема податчика включает в себя:
- Основание (1).
- Проволоку (7).
- Направляющий рукав (6).
- Ведущий ролик подачи и ведомый (2, 10).
- Ось ролика ведомого (14).
- Кронштейны (5, 12).
- Пружинку прижимную (11).
- Подшипник втулочный и стопор в виде гайки (3).
- Катушечный стержень (8).
- Планку прижимную (9).
- Штуцер дистанционный (16).
- Вал выходной редуктора (4).
- Обойму ролика ведомого (13).
- Шайбу (15).
Часть горелки связана одновременно с протяжным механизмом для полуавтомата, с узлом подачи защитного газа и блоком проводки электротока. Сама проволока пропускает электрический ток, а по шлангу подается газ. Проволока вставляется в один конец направляющей трубы с резьбой диаметром 4 миллиметра и протягивается через длинную трубку в направляющую сварочной горелки. В качестве направляющей можно использовать оболочку от спидометра автомобиля сечением 1,2 миллиметра.
Кнопка запуска на кронштейне прикрепляется к каналу внутри горелки, где подключается к кабелю. Там же монтируют трубку подвода газа. Горелка состоит из двух идентичных половинок, а провода и шланги собираются в один жгут и скрепляются специальными прищепками или металлическими полосками.
В конструкцию сварочной горелки входят:
 Кнопка запуска (7).
Кнопка запуска (7).- Кронштейн (8).
- Направляющая (1).
- Защитная обшивка (13).
- Рукав для проволоки (2).
- Канал-основа (3).
- Инжекторная трубка (4).
- Газовый шланг (5).
- Провод (6).
- Винт стопора (9).
- Гайка из латуни (10).
- Шайбочка (11).
- Втулка с наконечником (12, 14).

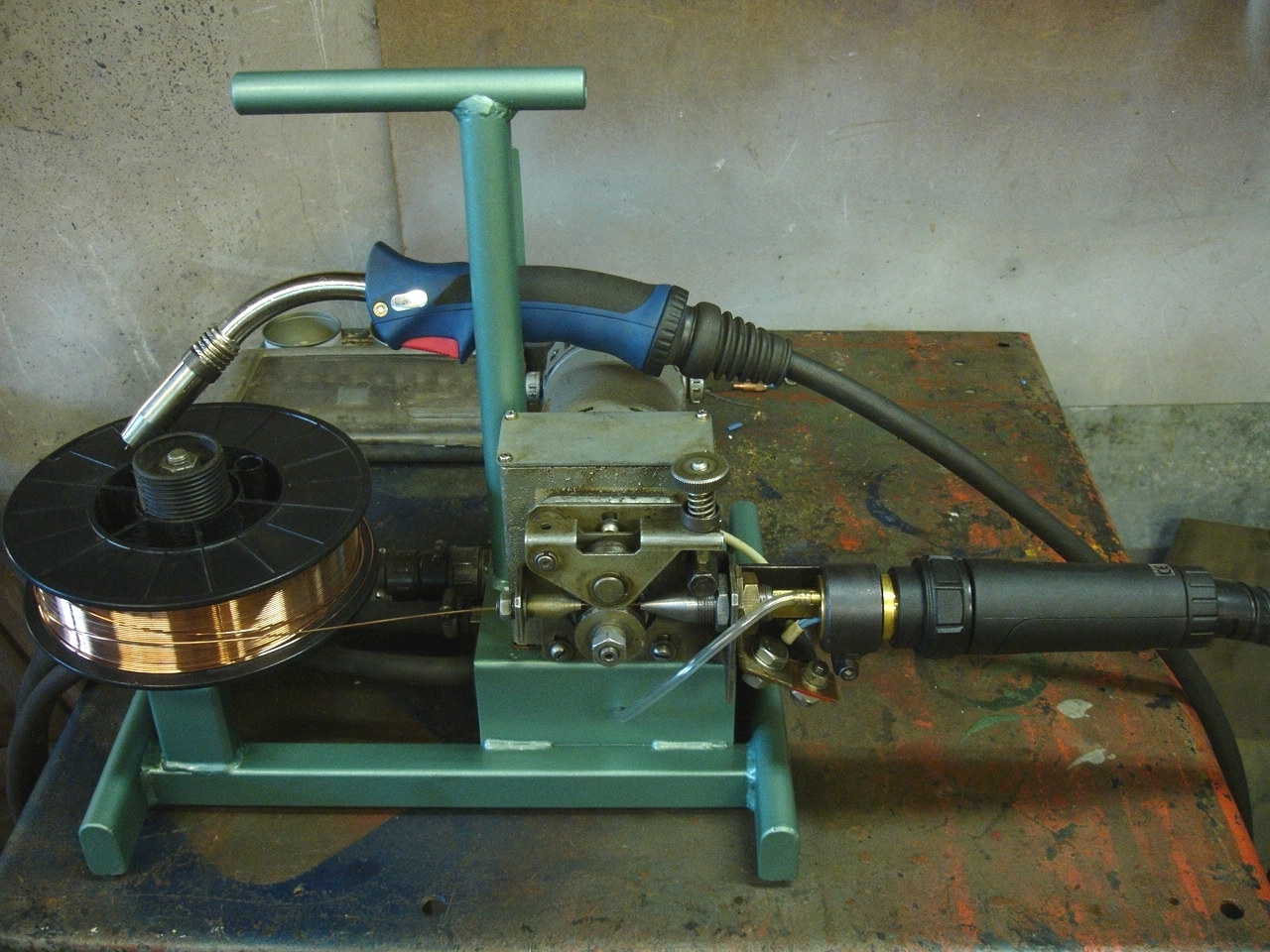
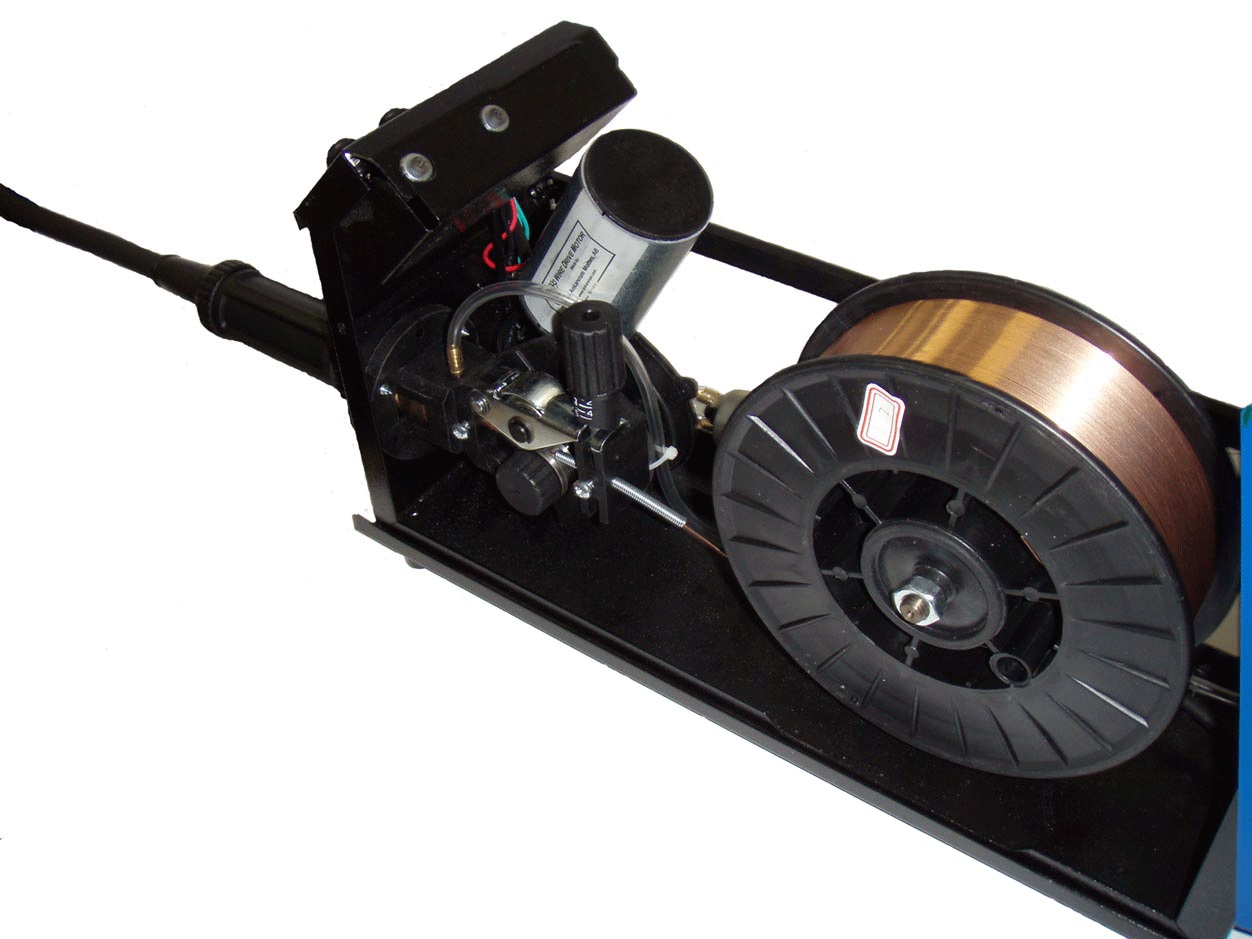
Лентопротяжный механизм может быть организован с помощью электромотора с редуктором от автомобильных дворников. Например, от ГАЗ-69.
Перед началом обработки двигателя надо убедиться, что его вал вращается в одном направлении, а не «влево-вправо».
Необходимо выходной вал сточить до 25 миллиметров и нарезать на нём левую резьбу сечением в 5 миллиметров.
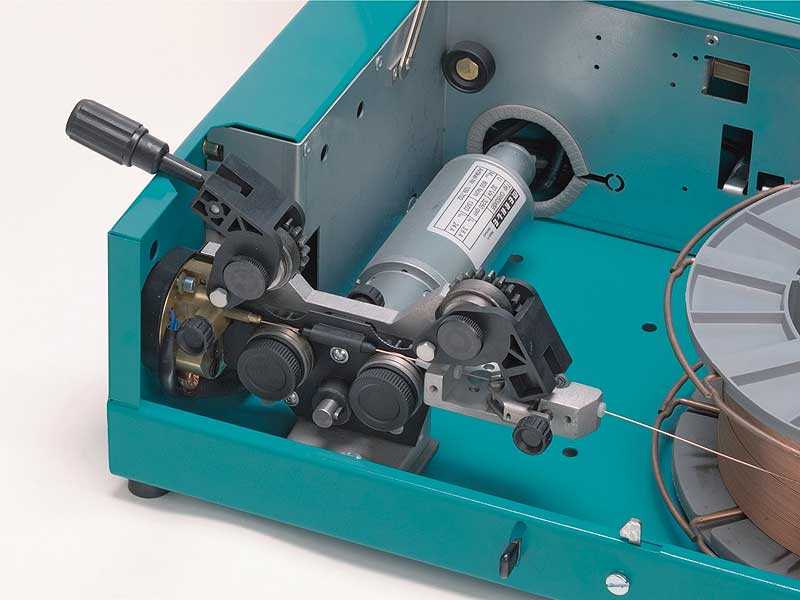
Впереди на роликах вырезают зубья шириной в 5 миллиметров и создают зубчатое соединение. Сзади на роликах делаются сечения шириной до 10 миллиметров для лучшего сцепления с проволокой. На ось, которая пересекает проволоку и втулку, насаживается один конец рамки ведомого ролика. Второй конец скрепляется с пружиной, которая зажимает электродную проволоку между роликами.
Весь узел подачи вместе с газовым клапаном, выключателем и резисторами располагают на текстолитовой плате. Она же закрывает щиток управления. Подающая бобина с проволокой устанавливается в 20 сантиметрах от узла подачи.
Во время подготовки к работе направляющие приближают к роликам и закрепляют при помощи гаек. Проволоку через направляющие протягивают в горелку. Наконечник прикручивают к горелке и надевают защитную обшивку, который закрепляется винтами. Газовый шланг соединяется с клапаном, и в редукторе создают давление около полутора атмосфер.
Электрическая схема протяжки
На скорость протягивания проволоки влияет не только механическая, но и электрическая часть устройства.
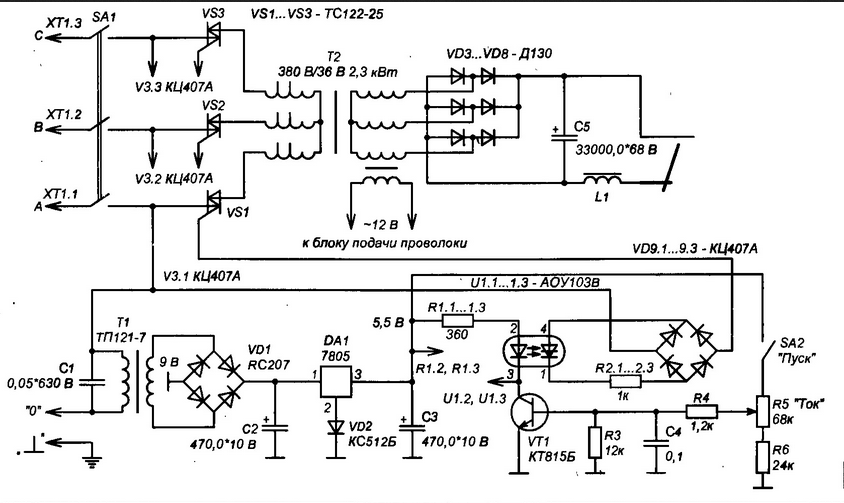
Электрическое управление происходит по такому сценарию. Когда включен переключатель SB1, то при замыкании кнопки SA1 начинает срабатывать реле K2. Его работа задействует реле К1 и К3. Один из контактов К1.1 отвечает за газовую подачу, при этом К1.2 соединяет цепь и включает подачу электрического тока к электродвигателю. Двигательный тормоз выключается через К1.3. Время обратных действий задается резистором R2, и через этот промежуток времени срабатывают контакты реле К3. Результатом этих действий является подача газа в горелку, но процесс сварки еще не начат.
Сварочный процесс начинается после того, как зарядится конденсатор С2 и выключится реле К3. Тогда электродвигатель запускается, срабатывает реле К5, начинается подача проволоки и сварка.
Главным элементом узла управления, который отвечает за стабилизацию тока, является микроконтроллер. Параметры и возможность регулировки силы тока зависят от этого электрического элемента.
Когда размыкаются контакты кнопки SA1, в свою очередь, размыкается реле К2, тем самым выключая реле К1. Подача тока прекращается с помощью контакта К1.1, и тогда сварка прекращается.
Окончательный монтаж
Сначала в каркас монтируется преобразующий трансформатор с узлом управления. К трансформатору присоединяется сетевой кабель. Отдельным узлом собирается блок управления. Его блок при помощи кабеля подключается к трансформатору и горелке. Затем баллон с газом соединяется с горелкой.
Для изготовления и сборки нужен такой набор инструментов:
 Сварочный аппарат.
Сварочный аппарат.- Тиски с зубилами.
- Паяльник.
- Молоток.
- Плоскогубцы.
- Болгарка.
- Острый нож с линейкой.
- Комплект метчиков.
- Ножовка и дрель.
Правила безопасности
Сварочный полуавтомат замечательно подходит для выполнения ряда работ в домашних условиях. С его помощью даже новичок может получить чистый и красивый шов при сваривании различных материалов.
Чтобы работа была комфортной и производительной, нужно соблюдать ряд важных правил и особенно требования техники безопасности, а именно:
- К сварочному аппарату должен быть свободный доступ со всех сторон.
- Перед началом работ необходимо проверить заземление прибора и исправность всех соединений.
- Смотреть на световую дугу нужно через специальные средства защиты глаз.
- Сварочные работы в помещении нужно проводить при постоянном проветривании.
- Любые ремонтные работы надо проводить во время полного обесточивания устройства.
Соблюдение несложных правил сведет к минимуму риск травматизма, ожогов и обеспечит производительную сварку.


